Hobbild festeggia 25 anni!
Cos'è il CNC
CNC è l’abbreviazione di “Computer Numeric Control”, ossia una macchina per lavorazioni meccaniche, vedi tornio o fresa, la quale viene comandata da un computer per eseguire delle lavorazioni o pezzi.
Una macchina CNC tipo hobbistico è generalmente costituita dalle seguenti parti:
-
Computer
-
Programma di controllo CNC
-
Il file in formato Gcode del pezzo o lavorazione da eseguire
-
Il controllo elettronico del CNC (Stepperdrivers)
-
Il gruppo alimentazione del controllo elettronico.
-
I motori passo passo (stepmotor)
-
I programmi CAD, CAM ed interpreti vari.
-
La macchina che esegue le lavorazioni
Computer
Su questo computer è di norma installato il programma di controllo del CNC
-
Un vecchio Pentium con cira 3Ghz di freqenza e 1Giga di ram può essere generalmente sufficiente per programmi quali Mach3 o LinuxCNC.
-
La porta parallela è il modo di comunicazione normalmente più usato tra computer ed il controllo elettronico, ma sistemi su porta USB stanno diventando sempre più accessibili e performanti.

Programma di controllo CNC
-
E' il programma fondamentale con il quale si comanda la fresa.
Il suo compito è quello di trasformare il file in Gcode (normalmente generato con un programma CAM), in una serie di segnali (passo e direzione), da inviare ai motori passo passo della fresa. -
Con questo programma è possibile eseguire spostamenti anche manuali degli assi della fresa, oppure introducendo opportuni comandi sulla finestra video del programma di controllo.
-
È inoltre possibile inserire direttamente e mandare in esecuzione comandi in Gcode.
-
Generalmente su di una finestra del programma è possibile vedere il disegno del percorso utensile inerente il pezzo in lavorazione.
Una ulteriore finestra visualizza le coordinate dei tre assi e in altre finestre vengono visualizzati altre informazioni d’ impostazioni e lavorazioni in corso. -
Ogni programma di controllo ha una sezione dedicata ai parametri di settaggioche generalmente sono:
-
Identificazione della porta parallela che comunica con il computer.
-
Il settaggio dei pin di tale porta, con il quale si determina l’associazione del passo/direzione di ogni motore passo passo con il relativo pin e dei vari segnali di input e output usati.
-
L’impostazione del valore di spostamento per ogni passo di rotazione dei motori.
-
Le massime velocità ed accelerazioni che i motori possono tenere.
-
Eventuali compensazioni di gioco (backlash correction) che possono essere presenti tra le boccole e aste filettate degli assi di spostamento.
-
Settaggi per eventuali fine corsa installati.
-
SOFTWARE
File della parte o lavorazione da eseguire (G-Code della lavorazione)
-
È un file generalmente creato da un programma CAD/CAM, oppure può essere generato da un programma di conversione tipo ACE che lo ricava dal file di disegno in formato .dxf precedentemente realizzato con un programma CAD.
-
Questo file è in formato ASCII e può essere editato con Notepad, operazione consigliata solo quando si diventa più esperti.
-
Di norma questo file è scritto in linguaggio G-code, alcune volte in HPGL (file usato per il plottaggio di disegni).
-
Un file Gcode è composto da: Blocchi, Comandi e Coordinate.
-
Blocchi: sono linee ASCII contenenti i comandi e le coordinate, sono praticamente uno o più comandi che devono essere eseguiti prima di passare al blocco successivo.
-
Comandi: sono composti da una lettera e da un numero, i più comuni sono i seguenti: vi sono molti altri comandi tipo M usati per controlli ausiliari in fase di lavorazione.
-
G00 Avanzamento rapido con interpolazione lineare
-
G01 Interpolazione lineare (avanzamento con moto di lavoro)
-
G02 Interpolazione circolare in senso orario
-
G03 Interpolazione circolare in senso antiorario
-
G04 Arresto temporizzato
-
G17 Scelta del piano XY
-
G18 Scelta del piano XZ
-
G19 Scelta del piano YZ
-
G70 Misure in pollici
-
G71 Misure in mm
-
o G90 Coordinate assolute
-
G91 Coordinate relative.
-
Il file in formato Gcode, pur essendo costruito con comandi standard ed unificati, può non essere letto da qualsiasi programma di controllo CNC.
A livello hobbistico, i programmi di controllo CNC che girano sotto DOS, riescono a riconoscere ed elaborare solo una piccola parte di questi comandi Gcode e generalmente sono sufficienti per la realizzazione di lavorazioni anche complesse.
Questo insieme di comandi che il nostro programma di controllo CNC riesce a riconoscere viene denominato “Post-processore”.
Il programma CAM quindi che dovrà trasformare il disegno della parte da realizzare nel file Gcode, dovrà essere settato ed impostato in modo tale da usare il Post-processore del programma di controllo CNC che andrà a comandare la fresa, ossia dovrà impiegare solo un certo tipo di comandi Gcode che possono essere interpretati dal programma di controllo CNC.
GCODE
Controllo elettronico (stepperdriver o driver)
-
È costituito da una o più schede elettroniche che alimentano e fanno muovere i motori passo passo nella giusta sequenza ed in maniera sincronizzata.
-
Il controllo elettronico può essere generalmente di due tipi:
-
Per motori unipolari, si riconosce da vistose resistenze presenti in vicinanza del connettore di collegamento dei motori.
Sono controlli non molto costosi.
I motori presentano solitamente 5 o 6 fili e non hanno molta potenza. -
Per motori bipolari che presentano normalmente 4,6 o 8 fili, mai 5.
Sono più performanti ed i componenti elettronici che compongono il controllo sono sofisticati per il loro funzionamento.
Per i motori bipolari, la tensione di alimentazione normalmente va da 5 a 20 volte il valore di targa riportato sul motore. -
Solitamente all’interno del box di tale controllo, risiede pure la parte di alimentazione di potenza.
-
Per il collegamento del controllo elettronico al computer, normalmente si usa ol connettore DB25 (quello della porta parallela), ma anche via USB o RS 232.

Gruppo di alimentazione (Power Supply)
-
Da questo gruppo viene prelevata l’alimentazione di potenza per i motori e per l’alimentazione delle schede.
-
L’alimentazione di potenza, nel caso di drivers per motori bipolari, viene erogata da un trasformatore con secondario da 12/40 Volts e corrente di circa 3/10 Ampers.
solitamente tale tensione viene raddrizzata da un ponte a diodi e livellata da un condensatore elettrolitico di circa 10.000mF. -
Per l’alimentazione delle schede normalmente si usa un secondo trasformatore che fornisce una tensione che viene poi regolata a 5 Volt.
-
Di solito questo gruppo è messo all'interno del Controllo Elettronico per le soluzioni hobbistiche.

Motori passo passo (step motor)
-
Per il nostro uso solitamente si impiegano motori di provenienza “surplus”, ossia smontati da macchine dimesse (vedi stampanti), o da resti di magazzino non più usati.
Si hanno quindi prezzi più accessibili rispetto all’acquisto di motori nuovi. -
Per uso bipolare si usano motori con 4, 6 o 8 fili.
-
Per uso unipolare da 5 6 o 8 fili.
-
I motori sono classificati anche per il numero di passi che compiono per fare un giro, su frese CNC solitamente si impiegano motori da 200 passi (1,8 gradi).
motori da 48 passi sono poco costosi ma non molto adatti all’uso su frese CNC.
I motori ricavati dalle odierne stampanti a getto d'inchiostro, sono molto piccoli e di poca potenza.... li sconsiglio.

Programmi CAD, CAM ed interpreti vari
-
Con il CAD noi disegniamo la parte che poi viene lavorata.
Il più conosciuto è Autocad, ma molti altri CAD, anche migliori, possono essere impiegati, l’estensione del file è solitamente .dxf -
Con il CAM noi trasformiamo il file del disegno da .dxf ad un file in G-code.
Sarà questo file G-code che verrà letto dal Programma di controllo CNC che permetterà alla nostra fresa di eseguire le lavorazioni.
Se non disponiamo di un programma CAM, possiamo utilizzare semplici programmi di conversione o interpreti che ci trasformano il file .dxf in G-code, se fate una ricerca nel web ne trovate diversi. -
Vi sono dei programmi di controllo fresa CNC che al loro interno hanno già un CAM, vedi DeskCNC, oppure posono convertire un file da .dxf in G-code, vedi Kcam4.
Un ottimo programma CAM molto usato e semplice è ArtCam Insignia, nella versione Express ha un prezzo contenuto.
CAD
CAM
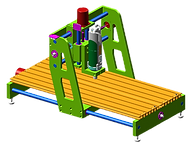
La macchina che esegue le lavorazioni
-
È la parte meccanica di tutto il sistema, su questa troviamo montati i motori passo passo e l’utensile fresa che eseguirà le lavorazioni.
La sua struttura è in funzione delle dimensioni dei pezzi da lavorare e del tipo di materiale che andremo a lavorare.
Materiali duri richiederanno una struttura della fresa robusta e rigida.
Solitamente gli assi di lavorazione sono tre: X,Y e Z.
Il sistema di guida dei tre assi è molto importante che sia preciso e scorrevole.
.png)