Since 2000
Qu'est-ce que la CNC
CNC est l'abréviation de « ordinateur Numérique Control », c'est une machine pour traitement mécanique, voir tour ou fraiseuse, qui il vient contrôlé par un ordinateur pour effectuer des usinages ou des pièces.
Une voiture Le type d'amateur CNC est généralement composé à partir des pièces suivantes :
Ordinateur
Programme de commande CNC
Le fichier en Gcode de la pièce ou du traitement de éxécuter
La commande électronique de la CNC (Stepperdrivers)
Le bloc d'alimentation de la commande électronique.
Les moteurs pas à pas étape (moteur pas à pas)
CAD, CAM et divers programmes d'interprétation.
La machine qui fait le travail
Ordinateur
Sur cet ordinateur, c'est normalement installé le programme de commande CNC
Un vieux Pentium avec environ 3Ghz de fréquence e 1 Go de bélier pourrait être généralement suffisant pour des programmes tels que Mach3 ou LinuxCNC.
Le port parallèle est le moyen de communication le plus couramment utilisé entre les ordinateurs et le contrôle électronique, mais les systèmes de ports USB deviennent de plus en plus accessibles et performants.

Programme de commande CNC
C'est le programme fondamental avec lequel la fraise est contrôlée.
Son travail consiste à transformer le fichier en Gcode (généralement généré avec un programme CAM), dans une série de signaux (pas et direction), à envoyer aux moteurs pas à pas étape du coupeur.Avec ce programme, il est également possible d'effectuer des mouvements manuels des axes de fraisage, ou en introduisant des commandes appropriées sur la fenêtre vidéo du programme de contrôle.
Il est également possible de saisir et d'exécuter directement des commandes dans Gcode.
Généralement sur une fenêtre de programme, il est possible de voir le dessin de la trajectoire d'outil inhérente les pièce.
UNE une autre fenêtre affiche les coordonnées des trois axes et dans d'autres fenêtres d'autres informations sur les paramètres et le travail en cours sont affichées.Chaque programme de contrôle a une section dédiée aux paramètres de paramètres qui sont généralement :
Identification du port parallèle qui communique avec l'ordinateur.
Les réglage des broches de cette grille, avec lesquelles l'association du pas/direction est déterminée de chaque moteur pas à pas avec sa broche et les différents signaux d'entrée et de sortie utilisés.
Le réglage de la valeur de déplacement pour chaque pas de rotation des moteurs.
Les vitesses et accélérations maximales que les moteurs peuvent supporter.
Toute compensation de jeu (backlash correction) pouvant se trouver entre les douilles et les tiges filetées des axes de déplacement.
Paramètres pour tous les interrupteurs de fin de course installés.
LOGICIEL
Fichier de la pièce ou de l'usinage à réaliser (G-Code de l'usinage)
C'est un fichier généralement créé par un programme CAD/CAM, ou il peut être généré par un programme de conversion de type ACE qui le dérive du fichier de dessin au format .dxf précédemment fait avec un programme GOUJAT.
Ce fichier est au format ASCII et peut être édité avec Bloc-notes, recommandé uniquement lorsque vous devenez plus expérimenté.
Normalement, ce fichier est écrit en langage G-code, parfois en HPGL (fichier utilisé pour le traçage de dessins).
Un fichier Gcode il est composé de : Blocs, Commandes et Coordonnées.
Blocs : ce sont des lignes ASCII contenant des commandes et des coordonnées, ce sont pratiquement une ou plusieurs commandes qui doivent être exécutées avant de passer au bloc suivant.
Commandes : elles sont constituées d'une lettre et d'un chiffre, les plus courantes sont les suivantes : il existe de nombreuses autres commandes de type M utilisées pour les commandes auxiliaires lors de la phase de traitement.
G00 Avance rapide avec interpolation linéaire
G01 Interpolation linéaire (avance avec mouvement de travail)
G02 Interpolation circulaire dans le sens horaire
G03 Interpolation circulaire dans le sens antihoraire
G04 Arrêt chronométré
G17 Choix du plan XY
G18 Choix du plan XZ
G19 Choix du plan YZ
G70 Mesures en pouces
G71 Dimensions en mm
o G90 Coordonnées absolues
G91 Coordonnées relatives.
Bien que le fichier au format Gcode soit construit avec des commandes standard et unifiées, il ne peut être lu par aucun programme de contrôle CNC.
Au niveau amateur, les programmes de contrôle CNC qui s'exécutent sous DOS ne sont capables de reconnaître et de traiter qu'une petite partie de ces commandes Gcode et sont généralement suffisants pour des opérations d'usinage même complexes.
Cet ensemble de commandes que notre programme de contrôle CNC peut reconnaître est appelé "Post-processeur".
Le programme CAM, qui devra donc transformer le dessin de la pièce à réaliser dans le fichier Gcode, devra être paramétré et paramétré de manière à utiliser le Post-processeur du programme de contrôle CNC qui contrôler la fraise, c'est-à-dire qu'elle devra utiliser uniquement un certain type de commandes Gcode qui peuvent être interprétées par le programme de contrôle CNC.
GCODE
Commande électronique (pas à pas ou chauffeur)
Il se compose d'une ou plusieurs cartes électroniques qui alimentent et font bouger les moteurs pas à pas étape dans le bon ordre et de manière synchronisée.
Le contrôle électronique peut généralement être de deux types :
Pour les moteurs unipolaires, il est reconnaissable aux résistances visibles à proximité du connecteur de raccordement moteur.
Ce ne sont pas des chèques très chers.
Les moteurs ont généralement 5 ou 6 fils et n'ont pas beaucoup de puissance.Pour les moteurs bipolaires qui ont normalement 4,6 ou 8 fils, jamais 5.
Ils sont plus performants et les composants électroniques qui composent la commande sont sophistiqués pour leur fonctionnement.
Pour les moteurs bipolaires, la tension d'alimentation varie normalement de 5 à 20 fois la valeur nominale indiquée sur le moteur.Habituellement, la partie alimentation réside également à l'intérieur du boîtier de cette commande.
Pour connecter la commande électronique à l'ordinateur, le connecteur DB25 (celui du port parallèle) est normalement utilisé, mais aussi via USB ou RS 232.

Source de courant
L'alimentation des moteurs et de l'alimentation des cartes est prise dans ce groupe.
L'alimentation, dans le cas des drivers pour moteurs bipolaires, est fournie par un transformateur avec un secondaire de 12/40 Volts et un courant d'environ 3/10 Ampères.
généralement cette tension est redressée par un pont de diodes et lissée par un condensateur électrolytique d'environ 10 000 mF.Pour alimenter les cartes, un deuxième transformateur est normalement utilisé qui fournit une tension qui est ensuite ajustée à 5 Volts.
Habituellement, ce groupe est placé à l'intérieur de la commande électronique pour les solutions de loisirs.

Moteurs pas à pas (moteur pas à pas)
Pour notre utilisation, nous utilisons généralement des moteurs d'origine "surplus", c'est-à-dire démontés de machines mises au rebut (voir imprimantes), ou de restes d'entrepôt non utilisés.
Les prix sont donc plus abordables que l'achat de moteurs neufs.Pour une utilisation bipolaire, des moteurs à 4, 6 ou 8 fils sont utilisés.
Pour une utilisation unipolaire avec 5, 6 ou 8 fils.
Les moteurs sont également classés en fonction du nombre de pas qu'ils effectuent pour faire une révolution. Sur les fraiseuses CNC, des moteurs à 200 pas (1,8 degrés) sont généralement utilisés.
Les moteurs à 48 pas sont peu coûteux mais peu adaptés à une utilisation sur des fraiseuses CNC.
Les moteurs obtenus à partir des imprimantes jet d'encre d'aujourd'hui sont très petits et de peu de puissance.... Je ne les recommande pas.

Programmes CAD, CAM et divers interprètes
Avec la CAO nous concevons la pièce qui est ensuite usinée.
Le plus connu est Autocad, mais de nombreux autres CAO, encore meilleurs, peuvent être utilisés, l'extension de fichier est généralement .dxfAvec le CAM, nous transformons le fichier de conception de .dxf en un fichier G-code.
Ce sera ce fichier G-code qui sera lu par le programme de contrôle CNC qui permettra à notre fraise d'effectuer l'usinage.
Si nous n'avons pas de programme de FAO, nous pouvons utiliser de simples programmes de conversion ou des interprètes qui transforment le fichier .dxf en G-code, si vous recherchez sur le Web, vous en trouverez plusieurs.Il existe des programmes de contrôle de fraisage CNC qui contiennent déjà un CAM, voir DeskCNC, ou peuvent convertir un fichier de .dxf en G-code, voir Kcam4.
Un excellent et très simple programme de FAO est ArtCam Insignia, dans la version Express, il a un prix abordable.
GOUJAT
CAME
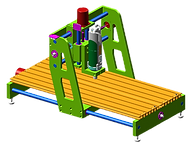
La machine qui fait le travail
-
C'est la partie mécanique de l'ensemble du système, sur laquelle on retrouve les moteurs pas à pas et l'outil de fraisage qui effectuera l'usinage.
Sa structure dépend de la taille des pièces à usiner et du type de matière que nous allons traiter.
Les matériaux durs nécessiteront une structure de coupe solide et rigide.
Il existe généralement trois axes d'usinage : X, Y et Z.
Le système de guidage des trois axes est très important pour qu'il soit précis et fluide.
.png)